

- DIY AKS-74U Krink Build – Part 1: Parts, Tools and Disassembling the Parts Kit
- DIY AKS-74U Krink Build – Part 2: Completing the Tula Parts Kit Demilling
- AK Krink Build Part 3: Trigger Guard Riveting and Front Trunion Drilling
We’re continuing our DIY AKS-74U Krink Build today by riveting in the Trigger guard and starting the process for installing the Front Trunion, which in this article, includes fitting the Front Trunion, marking the rivet holes and drilling them out.
These are important steps and some of the most crucial to ensure you get right. If your riveting isn’t done correctly, or a swell neck rivet gets installed in the wrong place, it can affect the performance of your Krink. Lets start be summing up the difference between a swell neck rivet and a standard rivet.
Swell Neck vs. Flat Neck
Something to remember is that AKs aren’t rigid and firm like US guns, they stretch, move and flex like jello. Everything is hand fit, there’s no CNC Machining or Mil-Spec on the AK. One of the results of this flexible design is the need for leaded rivets. Not just any rivets will suffice and the reason leaded rivets are used on the AK is that they stretch like a rubber band right along with the gun.


Not all receivers are made equal either, this is especially true with the recent surge of 80% blanks, flats and other non-complete receivers that don’t require an FFL transfer to acquire. Heat treating on a receiver is crucial because of the twisting factor and the fact they’re made of 1mm stamped steel. If you don’t properly heat treat a receiver, or try to use one that’s not even heat treated, minor pressure can cause it to warp and over time the hammer/trigger pin holes will stretch. Some receiver manufacturers attempt to counter this by only heat treating these holes, which is just as bad as not heat treating.
It’s also possible to heat treat a receiver too hard, which can cause it to crack along the sides where they’re bent when formed. It makes it a nightmare to drill into them and they’ll eat up cobalt bits all day long. The correct heat treating on AK receivers is between 38-40 on the Rockwell C scale. The NODAK and 74uLLC are a few of the receivers our friends at Rifle Dynamics recommend and why we chose the 74U,LLC for this build.
In the photo above, you can see the difference between the swell neck rivet on the left and the flat neck rivet on the right. Swell neck rivets are nearly identical to standard rivets but instead of sitting flush when pressed in, they have a curve or “swell” under the head of the rivet. This is to fit into a dimpled hole; dimpling adds shear strength to a rivet hole and is something we’ll get into during part 4 of the series. For instance, instead of having six rivets on each side of the front trunion for strength, there are two swell neck rivets and one flat neck rivet.

Another thing you want to pay attention to is that you’re orienting the Safety Catch correctly, it’s not going to be a good day if you don’t catch that your Safety Catch is installed upside down or facing the wrong direction!
Installing and Pressing Trigger Guard Rivets
The front four rivets of the Trigger Guard are pressed in at the same time and the rear single rivet is pressed by itself (see video below). Using the AK Builder Riveting Jig, ensure the magnetic piece on the back is installed and set the four front rivets into the Trigger Guard and into the riveting jig. Set the hardened square block over the four Trigger Guard Rivets and add the notched block. The notch is cut to clear the center support. Ensure everything is lined up before you give the 12-Ton Press about 5 presses to flatten the rivets.


For the rear rivet installation on the Trigger Guard, you can simply press it in with the ram of the 12-Ton Press. Line it up on the rear rivet location of the riveting jig and give it about 3 presses. Don’t forget to use the shorter rivet from your Rivet Set for this.

Front Trunion
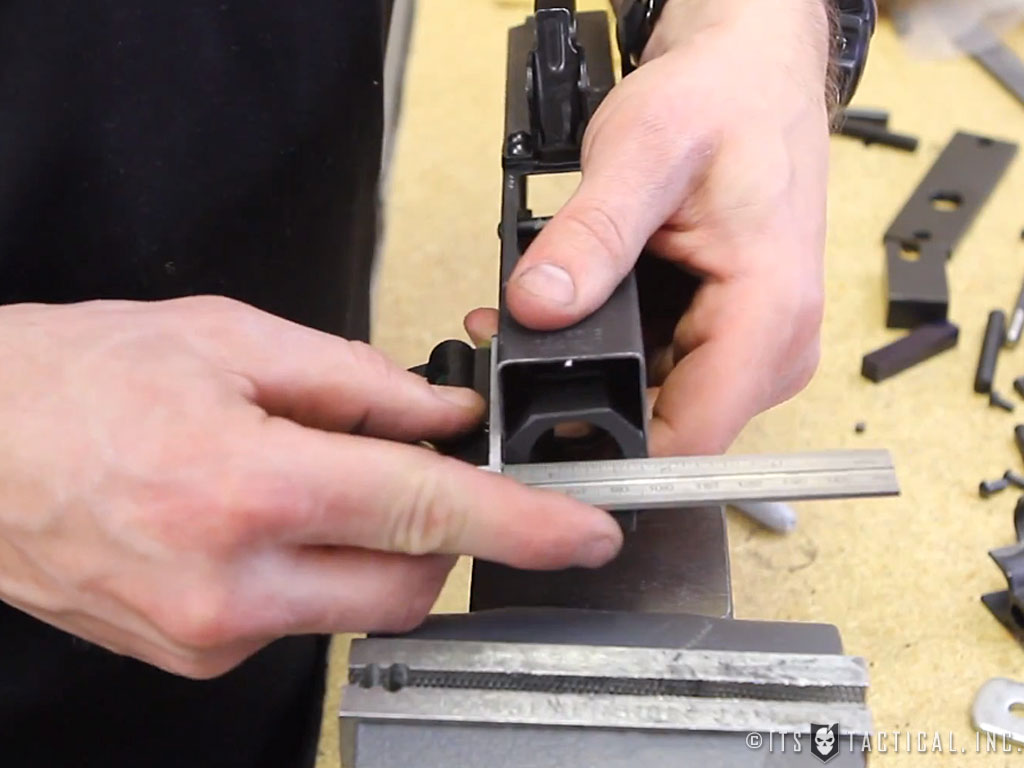
The first step to install the Front Trunion is to ensure that the tracks of the trunion are clean and slide it into the Receiver for a test fit. You’re checking that the trunion is tight against the receiver; you’ll also want to check that it’s square across the front with a combination square. this is important, because you don’t want this to be off when you drill the holes in your receiver for the Front Trunion.
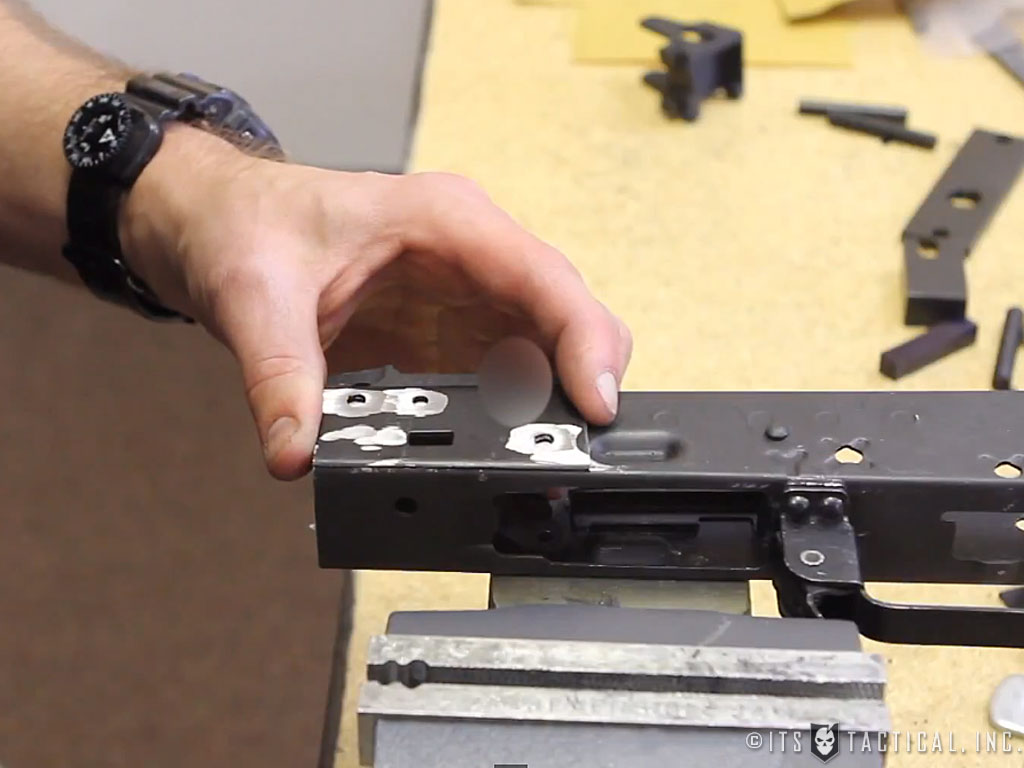
Use the template plate from the old receiver skin to line up with the stock latch cutout and mark the holes on that side with a sharpie. A quick tip is to draw around the hole so that it creates a center marking for the center punch on the next step.

Now center punch your marks, which will help hold in the Front Trunion and keep the drill bit from walking when drilling the holes. Using a drill press and a #21 bit, drill the middle hole 1/2 way through and place a flat neck rivet in to check the fit. Keeping this rivet in place, move to the front swell neck rivet hole and drill it all the way through.
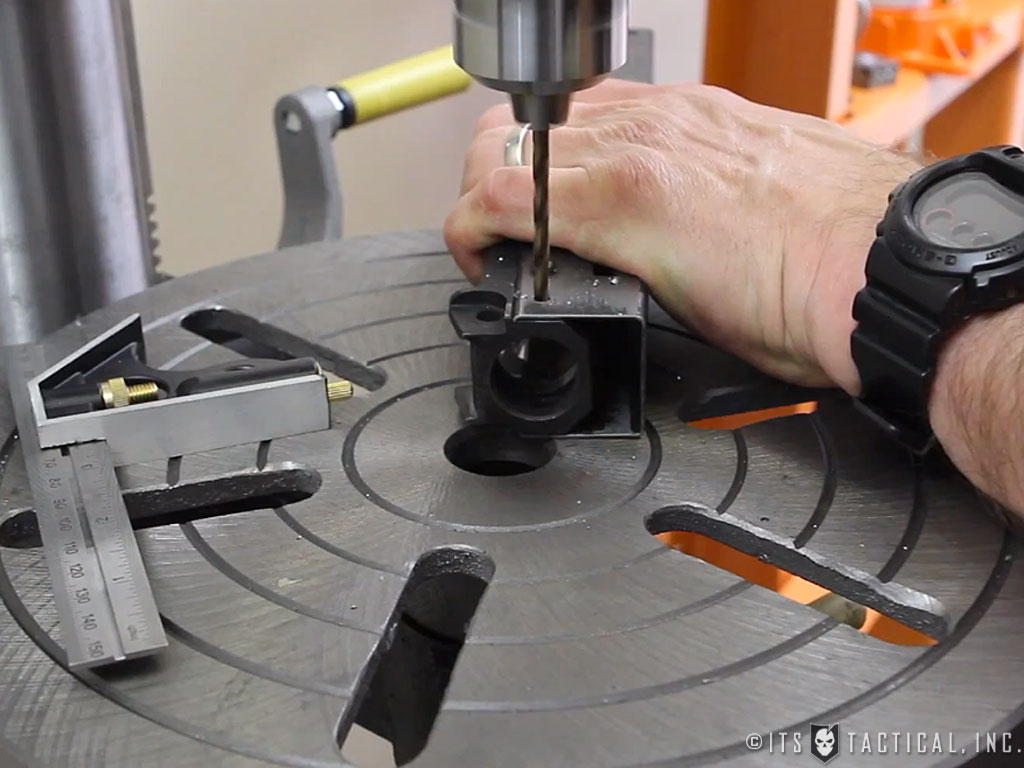
Move the rivet from the middle to the front hole and finish drilling the middle hole all the way through and then move to drilling the rear Front Trunion rivet hole all the way through. Check that the front trunion stays square through the drilling process with the combination square. If your drill bit is chattering when cutting the holes, it’s getting dull and may produce burrs. Ensure you sand these down before moving on.

Next up in our DIY AKS-74U Krink Build, we’ll start dimpling and riveting the Front Trunion!